Vibrační žíhání
Tato technologie je převratná ve smyslu šetření nákladů zákazníka. Není zde omezení velikosti, jako například, při využívání vypalovací pece. Výrobek nemusí chladnout ani se opískovávat, je možné na něm okamžitě dále pracovat, po skončení procesu vibrování. Zároveň je ohleduplnější k životnímu prostředí a energeticky méně náročné, než vypalování v peci.
Snížení nákladů
Snížíme Vaší firmě ekonomické náklady pro splnění podmínek žíhání.
Procent
0
Úspora času
Ušetříme Váš čas na dopravě, pro převoz. Přijedeme až k Vám.
Hodin
0
Plná mobilita
Technologie je zcela mobilní a můžu přijet až k Vám, do výrobní haly.
km / měsíc
0
Podrobný popis technologie a její využití v praxi
5/5
Technologie, která šetří Vaše náklady, čas a je šetrná k životnímu prostředí.
Snížení pnutí vibrační technologií, se provádí u kovových dílů, aby se minimalizovalo zbytkové pnutí ve struktuře, a tím snížilo nebezpečí rozměrových změn, plastické deformaci během dalšího zpracování či během používání součásti. Při výrobě konstrukčních celků a při mechanickém opracování materiálů, vzniká ve výrobku vnitřní napětí. Zejména, při svařování nebo tuhnutí odlitků jsou vnitřní napětí velká. Jejich odstraněním, nebo alespoň podstatným snížením, se zvýší bezpečnost konstrukce proti porušení lomem, odstraní se náchylnost k tvoření trhlin, zvýší se mez únavy materiálu součásti, a současně se sníží nebezpečí vzniku deformací, při následném mechanickém obrábění. Technologie je vhodná pro malé či větší svářence strojních součástí, odlitky mnoha druhů materiálů a velikostí či výkovky.
Výrazné snížení vnitřního pnutí, můžeme dosáhnout, klasickým tepelným žíháním, kdy pomocí předem stanovených norem, působí řízené teplo a chlazení. U použití této varianty na větší součásti strojních zařízení, jsou ovšem větší nároky na logistiku. Vždy je potřeba sladit nemalé nároky, spojené s časovou náročností, cenou přepravy a cenou samotného žíhání.
5/5
To má za následek složitost celého kroku. Snížení vnitřních napětí lze dosáhnout také, přirozeným stárnutím výrobků. Tento proces však trvá velmi dlouho, což prodlužuje výrobní časy a zvyšuje výrobní náklady.
Oba uvedené způsoby snižování vnitřního pnutí, tj. tepelné žíhání a přirozené stárnutí, lze efektivně nahradit aplikací vibrací. Což je, v podstatě, přirozené stárnutí probíhající ve zkráceném čase.
U velkých strojních součástí, a nejen u nich, se pro odstranění vnitřního napětí nabízí, použití vibrační technologie. Ve srovnání, s běžně, používaným žíháním se značně zkrátí výrobní čas, odpadá logistika dopravy a dosáhne se značného snížení energie. Toto se projeví na snížení celkových výrobních nákladů. V současné době je to již hospodárná alternativa ke komerčnímu žíhání a je používána pro stabilizaci, nejen rozměrných součástí. Podstatou metody vibračního zpracování, je rozkmitání součástky na rezonanční frekvenci. Pro každý výrobek je stanovena optimální frekvence vibrací. Vyhodnocení budoucí frekvence se provádí z analýzy vibrací. Frekvence vibrací, je základním parametrem, pro další postup zpracování obrobku.
5/5
Celý proces vibračního žíhání, probíhá ve třech fázích. V první fázi (načítání dat), začíná zařízení pracovat při otáčkách motoru 1500/min. Počet otáček motoru vibračního pohonu, může být regulováno manuálně, v rozsahu 20 až 600 otáček/min. Maximálně, však do výše otáček, 6000 min-1. Ve druhé (pracovní) fázi, jsou načtená data zpracovávána automaticky a celý proces, dle výsledku, řízen pomocí softwaru. Ke kontrole slouží fáze třetí. Všechny tři fáze jsou zaznamenány do protokolu graficky i numericky a jsou následně přímo na místě vytištěny a předány zákazníkovi. Samotný proces trvá zpravidla, 40 až 60 minut. K pracovnímu času je potřeba také, přidat čas podružných prací, jako jsou instalace technologie, zapojení všech komponentů atd., takže je nutné počítat s celkovým časem, cca 1 až 2 hodiny. Vše také záleží, na náročností dílů, jejich váze a spolupráci zaměstnanců při náročné manipulaci těžkých dílů na místě.
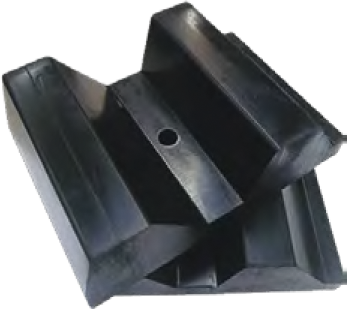
Samotná realizace vibračním zařízením, by neměla probíhat, v blízkosti přesných obráběcích center, nebo lépe, jejich základy by měly být odpruženy, aby se vzniklé vibrace nepřenášely, do ostatních strojů. Vlastní obrobky, jsou uloženy na speciálních, gumových elementech.
5/5
Zdroj vibrací (speciální motor se stupňovitě přestavitelným excentrem) se umisťuje na vhodném stabilním a masivním místě na obrobku, stejně jako jednoosý a tříosý snímač vibrací. Použitím obou snímačů, je možné vyhodnocovat, působení vibrací a reakce obrobku ve třech směrech.
Seznam materiálů, u kterých lze použít vibrační zařízení, je dlouhý: šedá litina s kuličkovým grafitem, ocelolitina, nízko- a vysoko-legované oceli, se strukturou po normalizačním žíhání nebo po popouštění. Částečně jsou vhodné také, martenzitické a austenitické oceli, slitiny hliníku, niklu a titanu.
Nejmenší hmotnost zpracovávaného výrobku ošetřeného, na Vámi určeném místě, by neměla být nižší než 300kg. Menší kusy jsou zpracovány u nás, na našem přípravku, který zamezí znehodnocení či jinému poškození výrobku. Ve výjimečných případech, má-li výrobek menší hmotnost nebo jiný materiál, než je uvedeno výše, je nutné, provést před vlastním zpracováním vibracemi, ověřovací zkoušky. Typické výrobky, vhodné pro odstranění vnitřního napětí, jsou lože strojů, rámy lisů, svařované konstrukce s velmi rozdílnou tloušťkou stěn a velké trubky. Vibrační metoda, může být také, vhodně použita, u oprav součástí svařenců.
5/5
Výhody, metody odstraňování vnitřních napětí, vibracemi: obrobek bez vnitřních napětí se snadněji obrábí, často lze snížit počet operací, v celém výrobním cyklu. Rovněž dochází ke snížení doby obrábění, neboť u polotovarů bez vnitřního napětí, je možné nechat podstatně menší přídavek na obrábění, první odebíraná tříska je pak tenčí, řezné síly i opotřebení břitu menší. U vibrační metody odpadá ohřev, výdrž na žíhací teplotě, ochlazování. Dále odpadá odstraňování okují. Největší výhodou vibrační metody, je výrazné zkrácení průběžných, výrobních časů. Dále odpadají náklady na logistiku – přijedeme až na Vámi určené místo. Technologie je zcela mobilní. Vaše náklady na žíhání, lze snížit až o 90%, oproti tepelnému žíhání, při přepočtu všech nákladů.
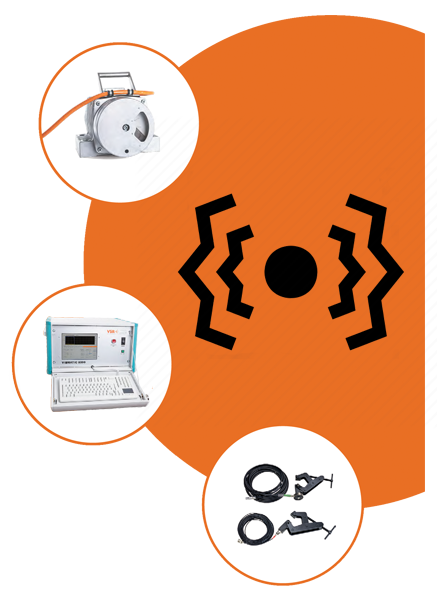
Technické vybavení

motor s excentrem (zdroj vibrací) – motorem poháněný rotační vibrátor s elektricky proměnnou rychlostí

řídící jednotka – reguluje rychlost motoru, určuje, zobrazuje a zaznamenává hodnoty týkající se provozu a vypočítává rezonanční kmitočet kusu materiálu, který je zpracováván

upínací svorky – používají se k upevnění vibrátoru na obrobek
tlumič vibrací – podpěry, sloužící k izolaci obrobku. Zabraňují nežádoucím přenosům energie
tiskárna – součástí každého cyklu vibračního žíhání, je tištěný protokol, který je vytištěn přímo na místě výkonu, a ihned předán

automobil – veškeré technické vybavení vozíme ve voze. určitém pouze, pro tuto technologii








rychlý kontakt
- Komárovská 2662/2, Opava, 746 01
- info@hmtg.cz
- +420 778 765 401